
Black Phoenix






Thread Starter
CF Veteran

Joined: Jan 2013
Posts: 19,219
Likes: 45
From: west chester, pa
Year: 1999
Engine: 4.0
Originally Posted by Basslicks
Wow man, you've been hard at it!
I just finished up the shaft that go in between the 231 and 300. I will post pictures up tonight
Thread Starter
CF Veteran
Joined: Jan 2013
Posts: 19,219
Likes: 45
From: west chester, pa
Year: 1999
Engine: 4.0
So today I was able to come in work early and got started on my intermediate shaft that goes in between the 231 and 300.
I cut a portion of the 231 shaft where it goes in the mode hub, and a portion of the aw4 tail shaft.


Machined the 231 shaft and then bored out the hole in middle of it to accept the aw4 shaft.
Pressed it in lightly


Laid some tack welds then preheated it to 450 degrees

Put it on the turntable and did two passes



Post heated it to 500 degrees then out in the oven to cool down slowly for 6 hours.
Then sandblasted it and polished the bearing contact surface at bottom of the shaft


I cut a portion of the 231 shaft where it goes in the mode hub, and a portion of the aw4 tail shaft.


Machined the 231 shaft and then bored out the hole in middle of it to accept the aw4 shaft.
Pressed it in lightly

Laid some tack welds then preheated it to 450 degrees

Put it on the turntable and did two passes



Post heated it to 500 degrees then out in the oven to cool down slowly for 6 hours.
Then sandblasted it and polished the bearing contact surface at bottom of the shaft


Junior Member
Joined: Jan 2015
Posts: 45
Likes: 0
From: Sleeping under a Jeep in OZ
Year: three x 2001's
Model: Cherokee
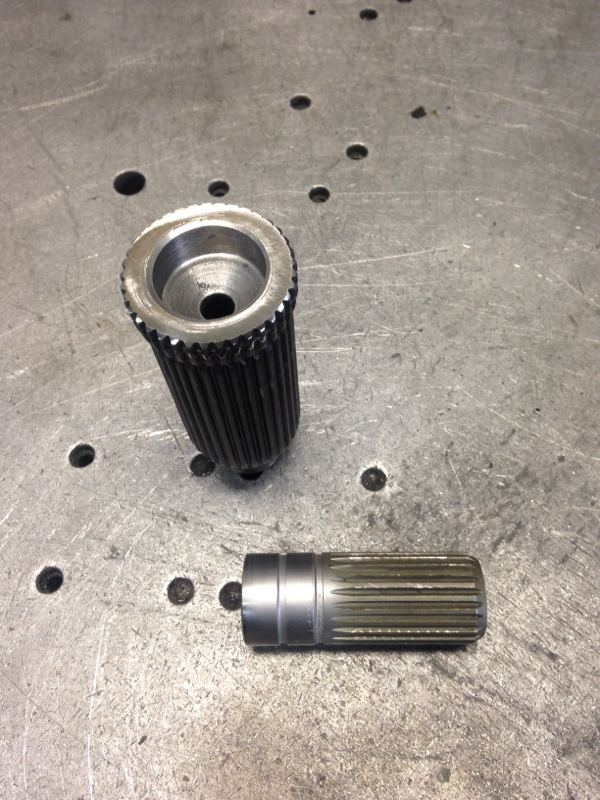
So today I was able to come in work early and got started on my intermediate shaft that goes in between the 231 and 300.
I cut a portion of the 231 shaft where it goes in the mode hub, and a portion of the aw4 tail shaft.
Attachment 273860
Attachment 273862
Machined the 231 shaft and then bored out the hole in middle of it to accept the aw4 shaft.
Pressed it in lightly
Attachment 273863
Attachment 273864
Laid some tack welds then preheated it to 450 degrees
Attachment 273865
Put it on the turntable and did two passes
Attachment 273866
Attachment 273867
Attachment 273868
Post heated it to 500 degrees then out in the oven to cool down slowly for 6 hours.
Then sandblasted it and polished the bearing contact surface at bottom of the shaft
Attachment 273869
Attachment 273870
I cut a portion of the 231 shaft where it goes in the mode hub, and a portion of the aw4 tail shaft.
Attachment 273860
Attachment 273862
Machined the 231 shaft and then bored out the hole in middle of it to accept the aw4 shaft.
Pressed it in lightly
Attachment 273863
Attachment 273864
Laid some tack welds then preheated it to 450 degrees
Attachment 273865
Put it on the turntable and did two passes
Attachment 273866
Attachment 273867
Attachment 273868
Post heated it to 500 degrees then out in the oven to cool down slowly for 6 hours.
Then sandblasted it and polished the bearing contact surface at bottom of the shaft
Attachment 273869
Attachment 273870

Have you sorted the shifter for the doubler?
Thread Starter
CF Veteran
Joined: Jan 2013
Posts: 19,219
Likes: 45
From: west chester, pa
Year: 1999
Engine: 4.0
No. I plan to build shifters after installing it on the jeep. Would need three shifters
I plan to make a doubler kit to sell later this year
I plan to make a doubler kit to sell later this year

Thread Starter
CF Veteran
Joined: Jan 2013
Posts: 19,219
Likes: 45
From: west chester, pa
Year: 1999
Engine: 4.0
So today I got the jeep cleaned up, packed and all gassed up for a trip to Rausch for tomorrow.
I noticed I forgot to extend my rear diff breather hose.... So I decided to zip tie it on my shock so it won't whipping around. Haha


I ll eventually run it up to the taillight area or something later.
I noticed I forgot to extend my rear diff breather hose.... So I decided to zip tie it on my shock so it won't whipping around. Haha


I ll eventually run it up to the taillight area or something later.
Thread Starter
CF Veteran
Joined: Jan 2013
Posts: 19,219
Likes: 45
From: west chester, pa
Year: 1999
Engine: 4.0

Thread Starter
CF Veteran
Joined: Jan 2013
Posts: 19,219
Likes: 45
From: west chester, pa
Year: 1999
Engine: 4.0
Originally Posted by ftwelder
I have been looking for a doubler shaft for a while and thought about doing a splice. Very cool! I hope it works. Did you E70S-2?