
Welding thread!!!!



CF Veteran
Joined: Oct 2012
Posts: 2,314
Likes: 3
From: Canton, GA
Year: 1996
Model: Cherokee
Engine: 4.0


CF Veteran

Joined: Jan 2013
Posts: 19,219
Likes: 45
From: west chester, pa
Year: 1999
Engine: 4.0
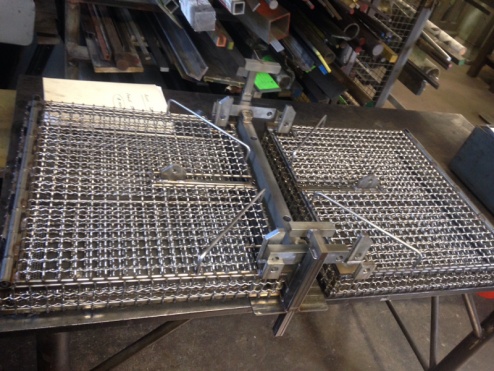
Just looked at it again. If it's on a rotary table, it would make sense but the welding look way too uniform. Either he didn't use filler rod or he used automated TIG feeder
CF Veteran
Joined: Oct 2012
Posts: 2,314
Likes: 3
From: Canton, GA
Year: 1996
Model: Cherokee
Engine: 4.0
dunno, lol. I have no clue about welding. I just thought I'd post it here because it's about the cleanest looking weld I've ever seen
CF Veteran
Joined: Jan 2013
Posts: 19,219
Likes: 45
From: west chester, pa
Year: 1999
Engine: 4.0
Junior Member
Joined: Jan 2014
Posts: 81
Likes: 0
From: Chattanooga, TN
Year: 2000
Model: Cherokee
Engine: 4.0
Wire brush/wheel it and post another pic. If it is still dull and discolored, first of all, it's probably fine but, for posterity, the weld could be contaminated, ie. metal is overworked, slag inclusions from cutting with plasma etc., base metal rust, tungsten inclusions, inappropriate inert gas mixture, wrong polarity (for TIG, polarity should be opposite from stick, to put it simply), inappropriate filler wire, etc.
All welding surfaces should be cleaned, for TIG welding especially. Slick! Shiny. And free of sandblast media, oil, grease, anything but metal.
If polarity is the issue, the main difference will be penetration. If the base metal is thin, a little less penetration won't hurt you, as with stainless, excessive penetration can cause "sugaring" in the root or back of base metal. Sugared weld appears darker. When welding tubing, with full penetration, all openings in tubing should be sealed off and purged with 100% argon. Only 100% argon should be used with TIG welding applications in general. A 75/25 mix will cause discoloration.
With regard to filler wire, stainless should always be upgraded. Never downgrade. This is code. Using 308 filler wire with 304 base metal is appropriate. However, when welding stainless to carbon, 309 should always be used. 309 is the only filler wire approved for stainless to carbon weld.
I hope this is helpful. No criticism here - just trying to contribute to the pool of information.
All welding surfaces should be cleaned, for TIG welding especially. Slick! Shiny. And free of sandblast media, oil, grease, anything but metal.
If polarity is the issue, the main difference will be penetration. If the base metal is thin, a little less penetration won't hurt you, as with stainless, excessive penetration can cause "sugaring" in the root or back of base metal. Sugared weld appears darker. When welding tubing, with full penetration, all openings in tubing should be sealed off and purged with 100% argon. Only 100% argon should be used with TIG welding applications in general. A 75/25 mix will cause discoloration.
With regard to filler wire, stainless should always be upgraded. Never downgrade. This is code. Using 308 filler wire with 304 base metal is appropriate. However, when welding stainless to carbon, 309 should always be used. 309 is the only filler wire approved for stainless to carbon weld.
I hope this is helpful. No criticism here - just trying to contribute to the pool of information.
Junior Member
Joined: Jan 2014
Posts: 81
Likes: 0
From: Chattanooga, TN
Year: 2000
Model: Cherokee
Engine: 4.0
hey yall, i was planning on cutting out the outer portion of the rear fenders, cutting a bigger wheel well portion on the body and welding some sheetmetal in the gap to expand the wheel wells a little bit. first off, what gauge sheetmetal should i use? i was thinking 16 gauge. and secondly, has anyone here tried low amperage sheet metal welding with a stick welder and small diameter electrodes? i only have a stick welder and know its not ideal for thin metal welding but its all i got. any tips would be appreciated.
Last edited by Skeeter_Leg; Feb 13, 2014 at 11:24 AM.
Junior Member
Joined: Jan 2014
Posts: 81
Likes: 0
From: Chattanooga, TN
Year: 2000
Model: Cherokee
Engine: 4.0
All of this talk about cleaning base metal reminds me of something:
Brake cleaner works wonderfully for cleaning oil and grease from metal surfaces but, remember this. Welding on a surface with brake cleaner residue will/can kill you. Pneumonia if you're lucky. Please be sure to clean off any brake cleaner on and around the welding/burning surface before performing any hot-work.
A friend of mine discovered this the hard way, welding the rear diff on a friend's wheeler.
Use something else if possible. I've heard of a product called Amazing Roll Off that is supposed to work really well for cleaning oil build up. Supposed to be safe on all surfaces. Not sure whether it is caustic/non-caustic or not. Don't drink it, to be safe. Just that the active ingredient is a living enzyme that breaks the oil down and turns it into something harmless.
Brake cleaner works wonderfully for cleaning oil and grease from metal surfaces but, remember this. Welding on a surface with brake cleaner residue will/can kill you. Pneumonia if you're lucky. Please be sure to clean off any brake cleaner on and around the welding/burning surface before performing any hot-work.
A friend of mine discovered this the hard way, welding the rear diff on a friend's wheeler.
Use something else if possible. I've heard of a product called Amazing Roll Off that is supposed to work really well for cleaning oil build up. Supposed to be safe on all surfaces. Not sure whether it is caustic/non-caustic or not. Don't drink it, to be safe. Just that the active ingredient is a living enzyme that breaks the oil down and turns it into something harmless.
Junior Member
Joined: Jan 2014
Posts: 81
Likes: 0
From: Chattanooga, TN
Year: 2000
Model: Cherokee
Engine: 4.0
Junior Member
Joined: Jan 2014
Posts: 81
Likes: 0
From: Chattanooga, TN
Year: 2000
Model: Cherokee
Engine: 4.0
If anyone is interested in learning to stick weld down hill, the concept is simple, unlike the practice. First, practice on a minimum 1/4" plate. My technique with 3/32" 70/18 rods: weave side to side, width no more than 1 1/2 times the diameter of the rod, with flux. Hold your sides. As you hold each side, watch the slag drip down or sag below your next move with the electrode, as not to weld over slag, trapping it in the weld. There is room for some error here. Continue in this fashion, weaving side to side, until the weld has been made or the rod gets hot or burns down. The end of the weld will most likely have what we call a donkey d***. Grind that off. The weld will be very flat, very smooth, and very thin. If possible, make two passes this way, leaving the weld time to cool between passes. Then weld one pass up hill to thicken the weld, as one down hill pass is so thin, it is likely to crack right down the middle after being stressed. This technique is strictly used to make your first couple of passes when welding thin metal, to keep from burning out the base metal.
It is, however, much easier to weld down hill with a 3/32" 60/10 or 70/10. With this technique, you won't have to wait so long (or sometimes, at all) for the slag to drip down away from the puddle, allowing you to weld faster, thereby preventing you from putting too much heat in one place, burning out the base metal. It is also much easier to clean the slag. This is what I would recommend for general down hill stick welding. I prefer 70/10 although, there is little difference between the two, for common purposes.
Again, do not attempt this without loads of practice and at least 1/8" thickness material.
Last edited by Skeeter_Leg; Feb 13, 2014 at 01:12 PM.