TOTM welding tips/tricks
 04-02-2012, 11:28 AM
04-02-2012, 11:28 AM
#1
CF Veteran
Thread Starter
Join Date: May 2009
Location: SLC, UT
Posts: 6,328
Likes: 0
Received 1 Like
on
1 Post
Year: 1989 2 door
Model: Cherokee
Engine: 4.0
TOTM FOR APRIL 2012 WELDING TIPS/TRICKS!
Let's see how you guys are melting metal! Stick, TIG, MIG, favorite brands, flux core, or shielding gas?
TOTM (Topic Of The Month) is a group effort posting helpful info. Post what pics you have on the topic, as well as helpful info for people looking into these topics for their first time. The Idea is to have a less hardcore verison of pirates TOTM here on CherokeeForum.
Remember to update any of our older TOTM threads as you build, & help me, help you, by throwing out some suggestions for future topics here. http:// https://www.cherokeeforum.com/f67/totm-rear-bumpers-118393/www.cherokeeforum.com/f19/tot...gestion-93121/
A thanks to Kuro89 for his TOTM suggestion of welding tips/tricks!
I personally started out with a little 90amp harbor freight welder, which was a great way to start out having never welded. (cheap) I quickly moved on to a 220 stick, & recently fell in love with my 135 amp hobart MIG. I'm kinda short on time or I would dig up some helpful links, but more than anything I'd say practice makes perfect! I'll try get some pics of my beads up soon...
Edit: Here's the hobart 135 amp (they discontinued the 135 in place of the hobart 140) I picked up practically brand new with a reg for gas, & another HF helmet for $300. After laying the bead you see below I knew it was worth the guys asking price. Still have yet to drop the money for a tank, but she lays a nice enough bead for flux core.

Pre purchase test bead. This was about 2 mins behind the trigger.

Let's see how you guys are melting metal! Stick, TIG, MIG, favorite brands, flux core, or shielding gas?
TOTM (Topic Of The Month) is a group effort posting helpful info. Post what pics you have on the topic, as well as helpful info for people looking into these topics for their first time. The Idea is to have a less hardcore verison of pirates TOTM here on CherokeeForum.
Remember to update any of our older TOTM threads as you build, & help me, help you, by throwing out some suggestions for future topics here. http:// https://www.cherokeeforum.com/f67/totm-rear-bumpers-118393/www.cherokeeforum.com/f19/tot...gestion-93121/
A thanks to Kuro89 for his TOTM suggestion of welding tips/tricks!
I personally started out with a little 90amp harbor freight welder, which was a great way to start out having never welded. (cheap) I quickly moved on to a 220 stick, & recently fell in love with my 135 amp hobart MIG. I'm kinda short on time or I would dig up some helpful links, but more than anything I'd say practice makes perfect! I'll try get some pics of my beads up soon...
Edit: Here's the hobart 135 amp (they discontinued the 135 in place of the hobart 140) I picked up practically brand new with a reg for gas, & another HF helmet for $300. After laying the bead you see below I knew it was worth the guys asking price. Still have yet to drop the money for a tank, but she lays a nice enough bead for flux core.
Pre purchase test bead. This was about 2 mins behind the trigger.
Last edited by builtnotbought89'; 04-03-2012 at 08:34 AM.
 04-02-2012, 01:21 PM
04-02-2012, 01:21 PM
#2
Senior Member
Join Date: Dec 2009
Location: Elk River, Minnesota
Posts: 682
Likes: 0
Received 0 Likes
on
0 Posts
Year: 1989
Model: Cherokee
Engine: 4.0
The only real trick I have to offer is not really a trick at all. Make sure both surfaces to be welded are as clean as humanly possible, the cleaner the surface the cleaner the weld will come out in the end. Also don't fall into the hype of weldable primer, it still sucks to weld over will make inclusions in the weld.
Other than that find a technique and machine you are comfortable using. I personally weld almost everything with SMAW (stick) because I feel I have better control over my welds. Most people will find it easier to use a MIG welder. And don't really bother playing around with TIG until you have some good welding techniques down with other methods. It is easy to get frustrated when you start welding but just keep on grinding out the bad welds and burning in new ones.
My favorite machine to weld with is a Miller Maxstar 200 machine....it makes for a very nice TIG and SMAW (stick) welder. With the added benefit of switching from 110v to 220v (1 or 3 phase) or 460v (1 or 3 phase) with out having to switch anything around internally. Does up to about 100 amps when running on household 110v plug.

Other than that find a technique and machine you are comfortable using. I personally weld almost everything with SMAW (stick) because I feel I have better control over my welds. Most people will find it easier to use a MIG welder. And don't really bother playing around with TIG until you have some good welding techniques down with other methods. It is easy to get frustrated when you start welding but just keep on grinding out the bad welds and burning in new ones.
My favorite machine to weld with is a Miller Maxstar 200 machine....it makes for a very nice TIG and SMAW (stick) welder. With the added benefit of switching from 110v to 220v (1 or 3 phase) or 460v (1 or 3 phase) with out having to switch anything around internally. Does up to about 100 amps when running on household 110v plug.
Last edited by outkast; 04-02-2012 at 01:27 PM.
04-02-2012, 01:28 PM
#3
Member
Join Date: Dec 2011
Location: Menifee, CA
Posts: 149
Likes: 0
Received 1 Like
on
1 Post
Year: 1989
Model: Cherokee
Engine: 4.0
awsome totm idea. i also started out with a harbor freight flux core welder but quickly wanted something that was better quality and had 220v. i chose a miller 211 IMO it is a great garage fabricators welder. it has a Multi Voltage Plug which allows you to switch from a 110v plug to 220v without any tools which was great for me as i could still weld with 110v until i got 220v in the garage. also the auto set feature is awsome if your constantly switching to different thickness of metal all the time.
as far as welding tips go dragging gives you better penetration as your constantly putting heat into your weld puddle. when mig welding i have found lower case e's to be the best results for me but everyone has personal preferences. with flux core ive always been told if there is slag drag. and just to make zig zags up and down as doing lower case e's or circles could possibly contaminate the weld puddle.
good advise for picking a welder is get a welder that can handle thicker material than you plan on welding so your not working working your machine to its limits all the time
Edit: one thing that my welding instructor use to tell me that helped me alot was watch your toe lines. It helped me get nice even width beads
as far as welding tips go dragging gives you better penetration as your constantly putting heat into your weld puddle. when mig welding i have found lower case e's to be the best results for me but everyone has personal preferences. with flux core ive always been told if there is slag drag. and just to make zig zags up and down as doing lower case e's or circles could possibly contaminate the weld puddle.
good advise for picking a welder is get a welder that can handle thicker material than you plan on welding so your not working working your machine to its limits all the time
Edit: one thing that my welding instructor use to tell me that helped me alot was watch your toe lines. It helped me get nice even width beads
Last edited by DualPurposeXJ; 04-02-2012 at 01:55 PM.
04-02-2012, 01:49 PM
#4
Senior Member
Join Date: Dec 2009
Location: Elk River, Minnesota
Posts: 682
Likes: 0
Received 0 Likes
on
0 Posts
Year: 1989
Model: Cherokee
Engine: 4.0
Good point, however there is nothing wrong with using a smaller welder and making multiple passes. (If its good enough for high pressure pipe, its good enough for my bumpers.) Just make sure you prep by wire brushing or grinding off any slag that may have gotten in the weld.
04-02-2012, 01:53 PM
#5
Member
Join Date: Dec 2011
Location: Menifee, CA
Posts: 149
Likes: 0
Received 1 Like
on
1 Post
Year: 1989
Model: Cherokee
Engine: 4.0
Good point, however there is nothing wrong with using a smaller welder and making multiple passes. (If its good enough for high pressure pipe, its good enough for my bumpers.) Just make sure you prep by wire brushing or grinding off any slag that may have gotten in the weld.
04-02-2012, 01:59 PM
#6
Senior Member
Join Date: May 2011
Location: Metro Detroit
Posts: 590
Likes: 0
Received 1 Like
on
1 Post
Year: 1993
Model: Cherokee
Engine: 4.7 Hesco stroker
Also, slightly chamfer at least one of the pieces that you are welding. It creates a channel for the puddle to follow. Being a novice welder, this tip made my welds look much better and seems to help with penetration.
04-02-2012, 02:49 PM
#7
Member
Join Date: Nov 2010
Location: Charlotte
Posts: 182
Likes: 0
Received 0 Likes
on
0 Posts
Year: 2000
Model: Cherokee
Engine: 4.slow
As many on here, i started out with a HF flux core welder< since it had been 7 years since i had last touched a welder. i soon outgrew it, and went with as miller 211 autoset, which is a FANTASTIC mig welder. Get some scrap metal, play with your shielding gas input, for me, i found 25psi( or maybe it was kpa, i dont have it with me at the moment) to produce much cleaner welds, than the recomended 20psi. play with your settings, and do lots of practice!!!!
Trending Topics
04-03-2012, 07:25 AM
#8
Senior Member
Join Date: May 2011
Location: Metro Detroit
Posts: 590
Likes: 0
Received 1 Like
on
1 Post
Year: 1993
Model: Cherokee
Engine: 4.7 Hesco stroker
Preheat your parts too. I just use a mapp gas torch because its quick and easy. You don't have to get them red hot or anything, just warm them up so its not such a shock when you start welding.
04-03-2012, 06:05 PM
#9
Seasoned Member
Join Date: Aug 2011
Location: Tunkhannock PA
Posts: 349
Likes: 0
Received 0 Likes
on
0 Posts
Year: 99
Model: Cherokee
Engine: 4L
Just got the improved HF welder but got lincoln wire ( actually cheaper at home depot then HF crap wire. Clean and bevel edge of material would be my tip.
I was questioning the HF welder so my i welded some 1/4" plate on both sides with the hobart mig at work then some with the HF and we put it on a strength test press at work 11 tons with hobart and 16 tons with the HF. Once broken we could see the HF got great penitration, if your thinking about getting a great welder for around the house and for car stuff 129 with two year warranty.
I was questioning the HF welder so my i welded some 1/4" plate on both sides with the hobart mig at work then some with the HF and we put it on a strength test press at work 11 tons with hobart and 16 tons with the HF. Once broken we could see the HF got great penitration, if your thinking about getting a great welder for around the house and for car stuff 129 with two year warranty.
04-03-2012, 06:42 PM
#10
Cool do I win something? I have a lincoln weld pak 3200hd that I am currently running flux core through. I never touched a welder before I got it and I was told to do little cursive e's or u's, everyone says that and that is because it works, so I just plugged it in started melting metal. One thing I noticed was i was moving too fast and getting no penetration, I was also a little lazy on one project and didn't totally clean the my surfaces and got a lot of splatter and ugly welds. I am still very new to this and won't be welding anything on my jeep until I am completely confidant in my welds
Didn't clean it

Kinda cleaned it, a little too fast I think and had my welder set too low

Didn't clean it
Kinda cleaned it, a little too fast I think and had my welder set too low
Last edited by Kuro89; 04-07-2012 at 07:54 PM.
04-03-2012, 07:10 PM
#11
CF Veteran
Join Date: Nov 2011
Location: Montpelier, Ohio
Posts: 2,401
Likes: 0
Received 0 Likes
on
0 Posts
Year: 92
Engine: 4.0
I use the inverted C method and it works awesome for me. The cleaner the metal, the better the weld. Also, welding downhill will make strong, pretty welds. I'm a machinist and used to be a professional welder. Here's a few things with my weld method.
04-03-2012, 08:07 PM
#12
CF Veteran
Join Date: Oct 2010
Location: Long Island N.Y.
Posts: 1,889
Likes: 0
Received 2 Likes
on
2 Posts
Year: 1999
Model: Cherokee
Engine: I6 4.0
I use a lincoln 125 mig and a lincoln 225 stick i use mig for most stuff up to 1/4 any thicker is stick weld it but try inverted c mentioned before


This was single pass 3/16 t joint fillet weld


This was single pass 3/16 t joint fillet weld
04-04-2012, 10:11 PM
#13
CF Veteran
Join Date: Nov 2011
Location: Northern MN
Posts: 2,433
Likes: 0
Received 6 Likes
on
5 Posts
Year: 1990
Model: Cherokee (XJ)
Engine: Renix 4.0
For welding holes solid, get a piece of copper. Pipe works, you just have to pound it flat. Place the copper underneath the hole you wish to fill and weld away! I learned this from my neighbor and it worked really well for him.
04-05-2012, 05:55 AM
#14
Newbie

Join Date: Sep 2010
Posts: 2
Likes: 0
Received 0 Likes
on
0 Posts
Model: Cherokee
I do a lot of stainless and aluminium welding. Yes the cleaner the material the better your welds look. Speed, amperage, angles arc length all make a difference. practice makes perfect. I use a chinese 240v single phase 200 amp ac/dc tig for all my welding and it does a fantastic job except for my cigweld 225 trans mig single phase for my steel welding.
G'day from australia
G'day from australia
04-07-2012, 07:24 PM
#15
Senior Member
Join Date: Mar 2009
Location: Levittown P.A.
Posts: 818
Likes: 0
Received 0 Likes
on
0 Posts
Year: 1992
Model: Cherokee
Engine: 4.0L H/O
i bought a HF 120 mig/flux and currently only use lincoln flux wire in it. i played around with my buddies lincoln 140 for a while and then got the 120 which is 240v, in retrospect should have gone slightly bigger, but this does everything i want so far.
there are a couple techniques ive used, since this welders only rated for 3/16ts steel, when using 1/4 inch, chamfer the edges, and my friend tought me to do figure 8s to penetrate deeper and if there are any gaps, the figure 8s will fill it. for thinner metal, i usually do the e method, but after seeing the c, im going to try that.
 thats the figure 8s
thats the figure 8s

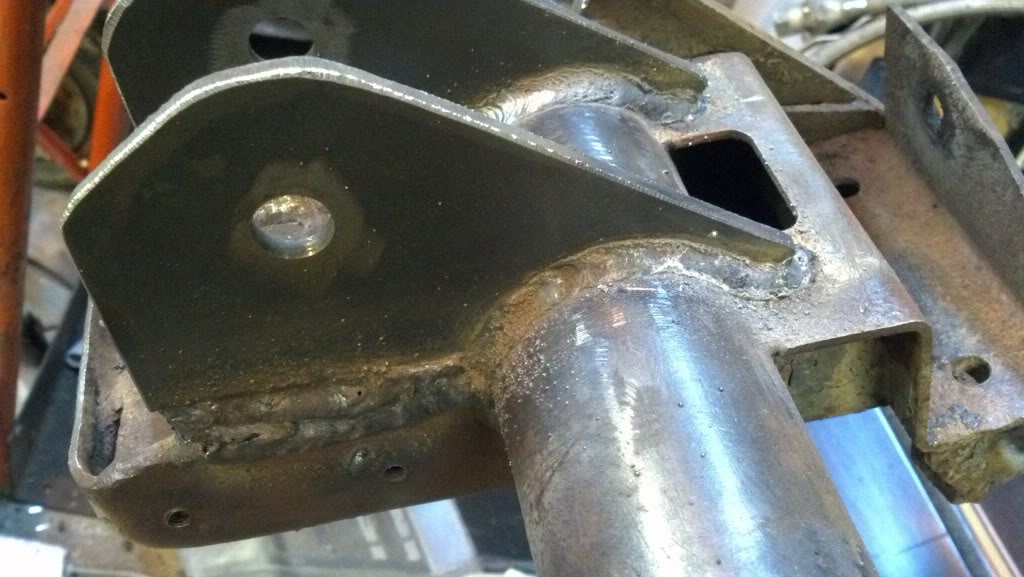
that was welding several different thicknesses together... 14 gague front, to 3/16ths sides
like everyone else, practice makes perfect.
there are a couple techniques ive used, since this welders only rated for 3/16ts steel, when using 1/4 inch, chamfer the edges, and my friend tought me to do figure 8s to penetrate deeper and if there are any gaps, the figure 8s will fill it. for thinner metal, i usually do the e method, but after seeing the c, im going to try that.
thats the figure 8sthat was welding several different thicknesses together... 14 gague front, to 3/16ths sides
like everyone else, practice makes perfect.